Today in Operations Management we had our "Billionaire's Challenge." Each semester we do a production case study involving Excel's Solver "add in." Students must first solve the case, earn at least one-million dollars profit, and then may compete to make at least $1,000,000,000. This semester's Billionaires are: Kevin Kolb BreAnna Nuñez Zach Pusti Jordan Tucker Congratulations! For more information on this exercise, refer to my earlier post .
Last week in Operations Management we used Excel to calculate the Economic Order Quantity and graph Carrying Costs, Ordering Costs, and Total Costs. The Economic Order Quantity or "EOQ" is the order size that "minimizes" Total Costs. Any more or less and you are spending too much on ordering or too much on keeping inventory. For example, in the Excel spreadsheet below, if you had an Annual Demand of 12000 units, Ordering Costs of $10 per order, and Holding costs of $4 per unit per year, the EOQ would be 245 units and Total Costs would be $980.00: We used the following formula in Excel to calculate EOQ: =SQRT((2*B2*B3)/B4) And the following formula to calculate Total Costs at this point: =$B$6/2*$B$4+$B$2/B6*$B$3 To create the graph, we used the following formulas and simply copied them over a range of 100 to 500 units. Ordering Costs: =$B$2/D2*$B$3 Holding Costs: =D2/2*$B$4 Total Costs: =F2+G2 Looking at this chart, we can clearly see that our order size of 245 is ...
In Operations Management today we used Excel to calculate product reliability. Reliability is defined as "the ability of a product, service, part, or system to perform its intended function under a prescribed set of circumstances" (Stevenson, 2009). In order to calulate reliability over a given length of time we need to use the following formula: P(no failure) = e -t/MTBF where: e = 2.7183 t = Length of service before failure MTBF = Mean Time Between Failures One of the cases we did in class involved an auto detailing company that wanted to calculate the reliability of its vacuum cleaners. Excel provides an "EXP" funtion that we can easily apply here. After entering all data for the problem as shown on the spreadsheet below, we type the formula =EXP(-A5/$B$2) in cell B5 and copy down. Next we plot the distribution for t=0 to the maximum life expectancy of 20 years using a line graph. What we end up with looks like a classic case of "ex...


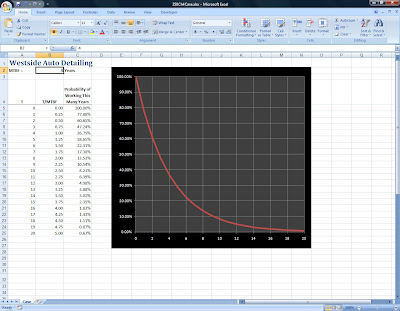
Comments